Get Certified for
Financial Planning & Wealth Management Professional (FPWMP®)
Learn financial analysis & planning, portfolio management, and risk assessment.
The process of producing coins
Money minting refers to the process of producing coins. A mint refers to a manufacturing facility that produces coins that are used as a nation’s currency. National currencies are generally minted by a country’s central bank or through an independent mint with authorization from the central bank.
Some national mints are privatized and are allowed to pursue commercial exploits such as minting uncirculated coins such as collector coins and medals. Coin collectors use them as gifts, souvenirs, or investments.
Coins were first minted over 2,000 years ago in the ancient kingdom of Lydia (modern-day Turkey). The ancient coins were minted by hand through striking blank pieces of metal such as gold, silver, or copper using hammers. The metals were placed on a die implanted into a solid surface, and a second coin die is placed on top where it is struck with the hammer on an anvil.
Medieval coin minting improved on the ancient methods as it used pre-formed round discs of metal and a screw press. The process produced more consistent quality coins than the ancient minting process.
Modern coins are minted with hydraulic coining machines that mechanically load blanks inside them. The machines can stamp 100 to 300 tons of coins within a short time. Such a substantial minting capacity is crucial for large minting houses like the U.S. Mint, which mints billions of coins per year.
Early coin minting began as a result of an increase in European mining activities in the 15th century. The shape of coins was determined by the striking process used, and the chief material was iron, and later on silver and gold.
Metal coins were cast as ingots that were passed through steel rollers powered by watermills and horse gin. The rolling process was performed to obtain the correct thickness and size of the coin. Hand-operated screw presses were developed for stamping the coin designs.
During the same period, Germany also developed roller presses that were more sophisticated than screw presses. Roller presses allowed die designs to be engraved or punched into curved surfaces of two rollers pitched together. It allowed a whole fillet to be fed between the rollers and come out impressed.
The invention of steam engines in the 1770s by Matthew Boulton and James Watt provided an efficient power source that was quickly adopted for the coin-minting process. New types of steel were also produced that could handle much greater stresses. Furthermore, the invention of the pantograph allowed the minting of a standardized design for every coin denomination. Coins could also be manufactured and replicated identically to different scales.
Die production uses a plaster model of the proposed design, where a mold is made, and an electrolyte copy is obtained in nickel and copper. The copy is mounted on the pantograph, which allows the cutting of the design to a specific coin size in a block of steel called the master punch.
The master is used to punch in a matrix, which raises a working punch used to sink a working die. The surface of the working die is polished extremely hard before it is sunk. The production of blanks is automated, and blanking presses are high speed.
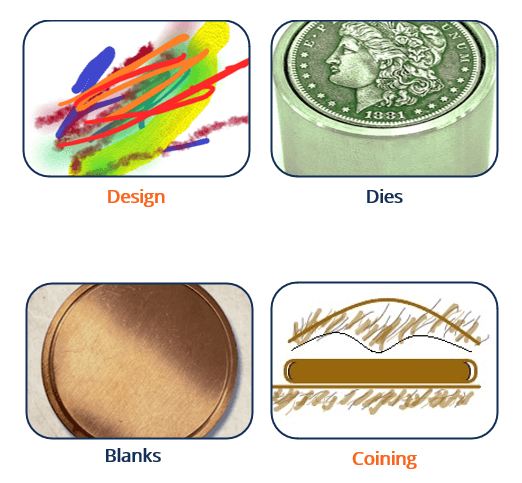
The first precept is the design of the coin. Coin designers sketch the design of the coin and hand it over to developers and engineers who will perfect the design to fit the proposed coin image. The design must be approved by the authorities before it is adopted.
In the U.S., the coin design is approved by the Secretary of the Treasury. Once the design is approved, a three-dimensional model is carved through the use of 3D modeling software and/or plaster modeling. A milling model is used to create a synthetic model of the coin. The diameter can range from 10 cm to 30 cm, and the design process can take many months to ensure the coin has the highest quality design.
The coin design is inputted into steel using a coin engraving machine that employs specialist software applications. This process creates a reduction punch, also known as a reduction die. It contains the complete coin design. The coin engraving machine finishes the coin delineations and fillet work.
At this stage, the reduction die is loaded onto the hydraulic press, where the design is then transformed into softened steel using between 100 tons and 400 tons of pressure, a process known as hobbing. The end product is a master die that has a negative impression of the coin design. The reduction die is then hardened through a series of pressing steps where a copy of the coin image is shifted from the hardened steel to the mild steel through pressing.
A positive die is then used to create the actual negative minting dies. The negative minting dies are transformed into a precise shape, hardened, and chromium-plated to augment their strength. A pair of minting dies can reproduce up to one million coins before they need to be replaced.
Blanks are unmarked flat metal discs yet to be imprinted by dies. Blanks go through a series of steps before a design is imprinted on its surface. A rimming machine is used to remove rough edges on blanks and adds a raised rim. A rim improves coin durability and can add more than a decade to a coin’s life.
Blanks are polished by tumbling for up to six hours with stainless steel beads of numerous sizes. One tumbler is used for a specific alloy to prevent cross-contamination. The blanks are then evenly spread out and hand-dried with towels to prevent scratching.
The coining process depends on the type of coin being minted. The three common types of coins are circulation coins, collector coins, and investment coins. Blanks for circulation coins (coins used for everyday transactions) are loaded through the press where they are struck concurrently on both sides by dies. This process spreads and stretches metal particles which result in a sharper rim.
Collector coins are specially minted for collectors. The press for collector coins has an automatic feed and often has softly glazed detailed images.
Investment coins are made with precious metals and are manufactured using a single stamp method. They usually have a heavy or light frost or a brilliant polish.
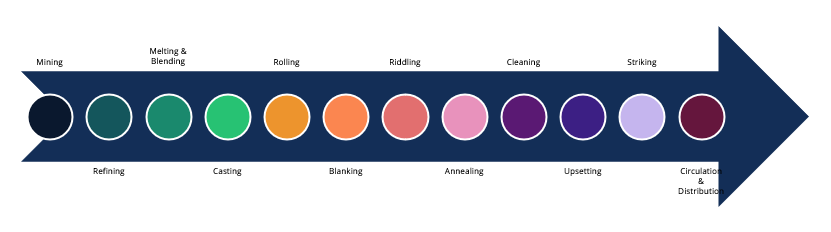
The minting process essentially begins with the mining of metals used for minting coins. They include iron, gold, silver, nickel, and copper, among other metals. The metals are mined as ore before being refined to remove impurities.
Another avenue to obtain raw materials is recycling old coins. These coins may have been removed from circulation, but once recycled, they are renewed and thrown back into circulation.
Metals ores are refined to remove all impurities not needed in the coin minting process.
Melting and blending involve making alloys by blending different types of metals. The U.S. Mint makes quarters and dimes with cupro-nickel clad with a pure copper core. The outer layer of the coins is made up of 75% copper and 25% nickel. The U.S. one-cent coin is copper-plated zinc.
After the blending stage, the metals are cast into an ingot. An ingot is a block of metal cast into a specific size and shape as required by the mint.
The process of rolling is done to reach the specific coin thickness required. The ingot is rolled continuously between two hardened steel rollers through a compression movement. It means the rollers keep moving towards each other throughout the rolling process. The rolling process can be lengthy and arduous.
Furthermore, the continuous rolling makes the metal pliable and changes its molecular structure, which enables it to be struck with ease, a method that produces high-quality coins.
Blanking is where the rolls of metal from the rolling process above are unwound and flattened to remove any curvature or convolutions obtained from prior processing. It is placed onto a machine that punches out discs of metal called blanks that come out in proper coin thickness and size.
Riddling involves using a riddling machine to separate correctly sized coin blanks from any foreign matter or impurities gathered from previous processes. Foreign matter may include small pieces of waste or other metals not needed in the coin minting process.
Annealing involves passing the coin blanks through an annealing oven to soften them for the upcoming striking process. The process changes the metal’s physical properties and makes it softer. The annealing furnace can heat blanks at temperatures above 800°C in an oxygen-free environment to prevent tarnishing.
After the annealing process, the blanks are put through a chemical wash where any impurities such as dust or oil on their surface are cleaned off. The striking process may embed any foreign matter on the surface of the blanks, making them permanent, hence the importance of the cleaning stage in the minting process.
The washing also restores the original color of the blank, and the dryer steam dries the cleaned blanks. Collector planchets go through a cleaning process described as burnishing, where they are placed in a drum full of cleaning agents and tiny metal pellets for smoothing and polishing the blank surfaces.
Upsetting is basically “upsetting” the edge of a coin to create a rim. It is accomplished using an upsetting mill that applies pressure on metal blanks fed into a groove narrower than its diameter. This pressure pushes the metal up around the edge to create a rim. The raised metal rim is imparted to ensure that the design to be engraved on the coin is protected and also to ensure that the coin is of proper diameter.
A rim also makes coins stackable. Correctly sized blanks are essential for the striking process in the coining press. The resulting product after the upsetting process is known as a planchet.
The striking process is where the planchets are fed into a coining press for striking the design. The coining press forces the obverse and reverse dies together against the planchet, striking both sides simultaneously. When the dies come together, the planchet metal streams into the shape of the design where it is stamped.
Circulating coins and other uncirculated coins are struck once, but collector coins known as proof coins are struck twice. They are struck at very high rates with a force reaching up to 100 metric tons of pressure for circulating coins. At the U.S Mint, rates reach 720 coins per minute.
After the striking process, coins are inspected, weighed, and counted. If they pass, they are ready to be added to circulation. Collector coins are distributed to coin collectors anywhere in the world or in whatever manner prescribed by the mint. Circulation coins in the U.S. are shipped to the Federal Reserve for distribution.
S. Mint is a bureau of the Department of the Treasury that makes the country’s circulating coins and collector coins. It oversees production facilities in Philadelphia, Denver, San Francisco, and West Point, which use a variety of machines and processes at each site. It is the largest mint in the world, with a capacity to produce over 28 billion coins per year.
The Royal Mint is a government-owned mint founded in AD 886. It mints circulation coins for the United Kingdom and produces coins for more than 60 countries around the world, including New Zealand and many Caribbean nations. It is the world’s leading export mint. It produces 2-billion-pound sterling coins for circulation every year.
Monnaie de Paris is a French mint founded in AD 864, making it the oldest mint in the world.
Connect what you just learned to a clear career path with CFI’s role‑based courses and certification programs.
Thank you for reading CFI’s guide to Money Minting. To keep advancing your career, the additional CFI resources below will be useful: